










硬脆材料の超精密加工技術の開発(平成20年度研究概要)
1.実施内容
ガラスのフライカットにおける切削現象の解明に関する基礎的な研究を行いました。被削材のガラス板(ソーダ石灰ガラス)に直接MEMS加速度センサを接着して切削振動の測定を行い、2種類の真空チャック(低剛性:切削動力計内蔵型、高剛性:鋼板製)を比較して構造の違いによる切削振動(加速度)波形を検討しました。その結果、剛性の違いで振動加速度の値が異なり、剛性が高くなると加速度が低くなることが判明しました。
光学・理学機器に多用されている石英ガラスに着目し、加工条件と加工面の関係など基礎的なデータを収集しました。石英ガラスは、ソーダ石灰ガラスと同一の加工条件でフライカットすると脆性破壊が発生して加工性が低い材料であることが判明しました。また、加工面をレーザ・ラマン分光顕微鏡によってラマン分析し、加工面と未加工面のラマンスペクトルの比較を行いました。石英ガラスのラマンスペクトルでは、石英ガラスの中距離構造が起因するD1、D2のピークには加工の有無による変化は無く、フライカットによる加工では構造変化が起きていないことが分かりました。また、加工部分のスペクトルに存在する3000~3500cm-1付近のピークは、フライカットによって発生した石英ガラスの非架橋酸素空孔欠陥がラマン分析用のレーザ光に励起された発光であることが判明しました。
2.予想される事業実施効果
フライカットによる石英ガラスの加工面は光学鏡面には至っておりませんが、肉眼で観察されるような巨視的なクラックは発生していません。しかしながら、ラマン分析のスペクトル、紫外線レーザの照射では発光が観察されました。光学鏡面にラップされた面での発光は観察されないため、加工における延性と脆性のモードの判断にはこの発光現象が利用可能であると考えられます。延性/脆性の加工モードの定量的な判断手法は必要な技術とされており、現在の加工面の顕微鏡観察・表面粗さ測定による評価ではなく、紫外線(レーザ光)励起による発光の有無が延性モード加工の判断の技術として確立されれば、光学・理学機器のみならず医学業界まで貢献は広がると考えられます。
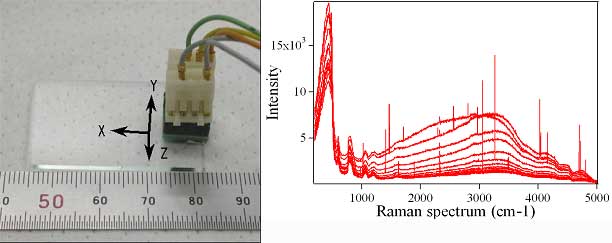
図 MEMS振動センサとラマンスペクトル
3.本事業により作成した印刷物等
(1)報告書
<KSK-GH20-3> 加工技術高度化に関する研究報告書(平成21年3月)(7.50MB)
(2)論文発表など
| No | 論文名 | 発表者名 | 発表先 | 年月日 | |
|---|---|---|---|---|---|
| 1 | トピックス記事 | ガラスの延性モード切削 | 飯塚 保 | (社)日本機械学会誌 | 平成20年5月号 |
| 2 | 特集記事 | ガラスの延性モード切削加工技術 | 飯塚 保 | (社)砥粒加工学会誌 | 平成20年11月号 |
(3)口頭発表など
| No | 発表題名 | 発表者名 | 発表先 | 年月日 |
|---|---|---|---|---|
| 1 | ガラスの延性モード切削に関する研究 | 飯塚 保 | 加工技術データファイル 技術セミナー | H20.6.5 |
| 2 | ガラスの延性モード切削に関する研究 | 飯塚 保 | 加工技術データファイル 技術セミナー | H20.6.26 |
| 3 | ガラスの延性モード切削に関する研究 | 飯塚 保 | (社) 砥粒加工学会 北信越ハイテク研究部会 | H20.7.4 |
| 4 | 超精密加工に関する研究「ガラスの延性モード切削に関する研究」 | 飯塚 保 | 第13回国際工作機械技術者会議ポスターセッション | H20.10.30~11.4 |
| 5 | 超精密旋盤の開発とガラスの延性モード加工 | 飯塚 保 | 山梨県高度技術開発センター,ものづくり人材育成研修 | H20.11.28 |
| 6 | フライカットによるガラスの延性モード切削に関する研究(第2報)―レーザ・ラマン分光顕微鏡による石英ガラスの加工面観察- | 飯塚 保 山口 誠 上野 滋 森田 昇 |
(社)精密工学会「2009年度春季大会」 | H21.3.12 |


