









Loading
技術研究所

硬脆材料の切削に関する研究(平成17年度研究概要)
1.実施内容
当研究所で開発した超精密旋盤を用い、ガラスに代表される硬脆材料の超精密加工技術について研究を行っております。現在は、工具を回転させて加工を行うフライカットの研究が進行中です。そのため、超精密旋盤はフライカット加工を行うために改造しました。必要となるフライカット用ツールホルダ、工作物把持用真空チャックを設計・製作し、図1に示すように取付けました。被削材に顕微鏡用スライドガラス(ソーダ石灰ガラス)、工具には超硬合金(K10)を用いて加工実験を行い、延性切削(1軸の溝加工)に成功しました。最適条件を探るために加工実験を継続し、加工方向(アップカット及びダウンカット)、工具すくい角、工具回転数、送り量、切削油剤等の加工条件の最適化を図りました。その結果、顕微鏡用スライドガラス及びガラス円盤(ソーダ石灰ガラスの光学ウィンドウ及び磨りガラス)へ切込み量3~5μmにおける2軸の溝加工(KSKの文字:図1中の加工サンプル参照)を延性切削で実現しました。加工条件を表1に示します。
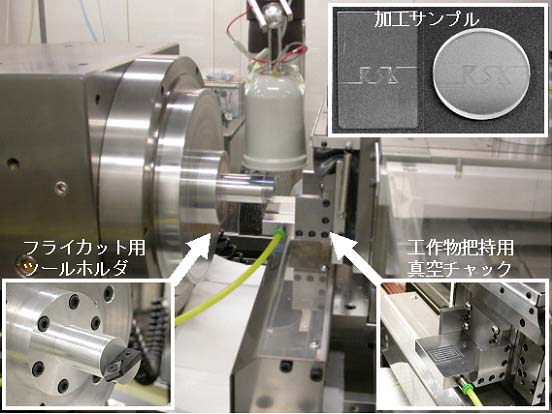
図1 実験装置と加工サンプル
表1 加工条件
| 被削材 | ソーダ石灰ガラス |
|---|---|
| 工具 | 超硬合金(K10) |
| 加工方式 | フライカット(アップカット) |
| 主軸回転数 min-1 | 2,000 |
| 送り mm/min | 1軸送り4,2軸送り0.63 |
| 工具すくい角 deg | -45 |
| 切込み量 μm | 3~5 |
| 切削油剤 | 極圧潤滑皮膜剤の塗布 |
2.予想される事業実施効果
フライカット(正面切削と比較して数十倍の切込み量)によるガラスの延性切削を安価な工具(超硬合金K10)を用いて実現しました。現時点の加工面は光学鏡面ではありませんが、工具への追加工または変更等によって表面粗さを向上できる可能性は高く、光学鏡面を得ることが今後の課題となります。フライカットによる鏡面切削が実現すると、高能率かつ高精度なガラス加工の新たな手法が提案でき、光学機器業界等への貢献は大きいと考えられます。
3.本事業により作成した印刷物等
- <KSK-GH17-4> 新加工技術に関する研究(平成18年3月)
- 2005年度 精密工学会 秋季大会 学術講演会論文集 研磨レスレンズ金型用超精密旋盤の開発 -第4報:レーザラマン分光顕微鏡による加工面観察-(平成17年9月)
- ISSN 0289-243X 技研所報 Vol.42,No.1(131) Mar.,2006(平成18年3月)


